
KANBrief 3/16
Bei Verpackung und Transport industriell gefertigter Waren kommen Maschinen wie Palettierer, Depalettierer, Haubenüberzieher und Stetigförderer zum Einsatz. Diese sind eng miteinander verzahnt und weisen ähnliche Gefährdungen auf. Sie sind jedoch in verschiedenen Normen mit unterschiedlichen Anforderungen an die Öffnungen in Schutzeinrichtungen geregelt. Arbeitgeber stehen bei der Gefährdungsbeurteilung vor der Frage, mit welchem Maß sie messen sollen.
Wenn Gefahrstellen an Maschinen nicht durch eine inhärent sichere Konstruktion vermieden werden können, sind Schutzeinrichtungen das Mittel der Wahl. Um das Ein- bzw. Ausbringen von Produkten in den Gefahrenbereich von Maschinen zu ermöglichen, müssen die Schutzeinrichtungen Öffnungen haben. Da die Öffnungen für Paletten oder große Kartons so groß sind, dass sie auch Personen den Zugang ermöglichen, sind Schutzmaßnahmen erforderlich, die zwischen Personen und geförderter Ladung unterscheiden können.
Für die Verwender der Maschinen in der Nahrungsmittelindustrie ergibt sich das Problem, dass die C-Normen für Palettieranlagen sowie für Stetigförderer zum innerbetrieblichen Weitertransport unterschiedliche Anforderungen an die Öffnungen enthalten und somit zu unterschiedlichen Schutzniveaus führen. Die daraus resultierende Frage nach der ausreichenden Sicherheit und dem Stand der Technik im Sinne der Betriebssicherheitsverordnung wird von Betrieben immer wieder gestellt.
Viele Normen – wenig Einheitliches
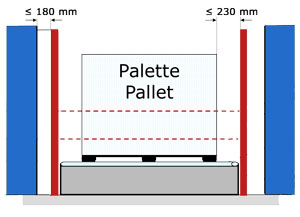
Die für Palettieranlagen geltende EN 415-10 „Sicherheit von Verpackungsmaschinen – Allgemeine Anforderungen“ konkretisiert die Anforderungen an die Gestaltung der Öffnungen aus den übergeordneten B-Normen folgendermaßen:
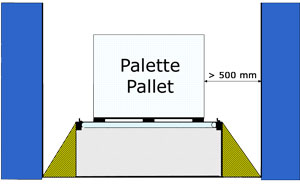
Für Stetigförderer, die die Paletten übernehmen und weitertransportieren, gilt EN 619 „Stetigförderer und Systeme – Sicherheits- und EMV-Anforderungen an mechanische Fördereinrichtungen für Stückgut“, die zur Zeit überarbeitet wird. Der Anhang F enthält typische Gestaltungsbeispiele, um den Zugang zu Gefahrenbereichen zu verhindern. Diese sogenannten Erschwernismaßnahmen sind nicht aus B-Normen abgeleitet. Sie behandeln vorrangig die Gefährdung „Quetschen und Scheren“ zwischen der Ladung und den feststehenden Teilen der Schutzeinrichtungen an der Einschleusstelle. Eine Zugangsverhinderung bzw. zwangsläufige Abschaltung ist im Gegensatz zur EN 415-10 nicht zwingend vorgesehen. Vielmehr werden übliche Gestaltungen der Förderer (z.B. Rollenabstand, Rollenlänge, Breite von Bauteilen) als Schutzmaßnahme aufgeführt.
Verwirrung in der Praxis
In den Betrieben der Nahrungsmittelbranche führen die unterschiedlichen Anforderungen an die Maschinen bei vergleichbaren Gefährdungen, z.B. durch Hubwerke, zu erheblichen Diskussionen. Unfälle an Hubwerken durch Quetschen oder Scheren haben erfahrungsgemäß tödliche oder irreversible Verletzungen zur Folge.
Der Stand der Technik wird in der Betriebssicherheitsverordnung beschrieben als „der Entwicklungsstand fortschrittlicher Verfahren, Einrichtungen oder Betriebsweisen, der die praktische Eignung einer Maßnahme oder Vorgehensweise zum Schutz […] der Beschäftigten […] gesichert erscheinen lässt“. Zusätzlich sind bei der Bestimmung des Stands der Technik vergleichbare Verfahren, Einrichtungen oder Betriebsweisen heranzuziehen, die mit Erfolg in der Praxis erprobt worden sind.
Ziel muss es sein, einheitliche Sicherheitsanforderungen für vergleichbare Gefährdungen zu definieren. Entsprechend der Schutzzielhierarchie in der Maschinenrichtlinie und allen Arbeitsschutzvorschriften haben technische, willensunabhängige Maßnahmen Vorrang. Da der Arbeitgeber verpflichtet ist, im Rahmen der Gefährdungsbeurteilung die in seinen Anlagen getroffenen Maßnahmen zu beurteilen, ist er auf eine verlässliche Bewertungsgrundlage angewiesen, die den Stand der Technik widerspiegelt.
Markus Husemann
markus.husemann@bgn.de